
When consumers hear the words “diaper” or “feminine pad” they expect these products to do their ultimate jobs—wick and absorb. Consumers rarely think about how they do it. They don’t think about the components of diapers or pads, but if they did they would be instant fans of the hydroentangled topsheet.
A good topsheet gives consumers that next-to-skin softness and superior performance when it comes to wicking moisture away from skin and into the absorbent core.
Why Is the Topsheet So Important?
Within baby care, feminine care, and adult incontinence applications, the topsheet is what does all of the “dirty work”—all without absorbing too much liquid itself so it remains dry for skin contact. Since a topsheet allows for the right mix of absorption and dryness, it helps eliminate skin irritation.
What Are Topsheets Made Of?
Many topsheets are comprised of extruded films or polymer-based materials. However, as consumer demand grows for more natural fibers—instead of synthetic fibers—brands and private label manufacturers have adjusted. For example, by utilizing HyDri® Cotton, an innovative new fiber developed by Barnhardt Natural Fibers Group, manufacturers and consumers now have a 100% natural, pure, and hypoallergenic topsheet that allows moisture to pass through the topsheet while remaining dry to the touch. This material can be produced using the hydroentangling process.
How Does the Hydroentangling Process Work?
Also known as spunlacing, hydroentanglement is a process where high-pressure water jets (“hydro”) strike the fiber, causing them to entangle (hence, “entangling”). The result is the web of fiber now has the characteristics of a fabric.
There are a series of steps that create this fabric. While we’ve provided the handy diagram, it actually starts a couple of steps prior to the carding process.
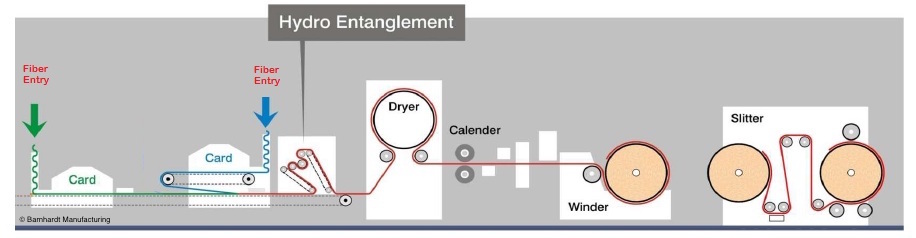
Weighing: The process always starts with raw staple fibers – one or more fibers can be used to create the desired physical attributes of the finished product. Operators remove fibers from bales and place them into a weigh pan to determine the exact amount required to meet a customer’s basis weight specification. The basis weight of a fabric can range from 20 grams per square meter (gsm) all the way up to 800gsm. Most topsheet components are lightweight fabrics that range from 20gsm to 35gsm.
Blending: After the fibers are weighed, they can now be blended with other fibers or stand alone. Manufacturers can choose from more traditional fibers such as cotton, polyester, rayon/viscose, or polypropylene to more exotic options like bamboo, flax or polylactic acid (PLA).
Opening: Now a belt carries the fiber to a hopper to fluff and open the material (since it’s been compressed in bale form for so long), and the blending process continues here as well.
Carding: Inside the cards are large cylinders wrapped with fine metal teething that are used to stretch and comb the fibers. Carding is crucial because it combs, opens, and aligns the fibers, removing hard clumps and creating a uniform, soft and fluffy web. Think of removing tangles from your own hair leaving a smoother, finer texture. When the fibers exit the card(s), a web is created and laid onto a belt to be carried to the next phase. At this point, the web of fibers has no integrity and resembles batting or “stuffing”.
Hydroentangling: Finally, we reach hydroentangling. Here high-pressure water jets hit the web of fiber, entangling (i.e., fusing) them together. This is what gives the fiber web the strength and integrity of a substrate. A fabric is created.
Drying: After being hydroentangled, the newly formed fabric must be dried and is pulled over large drying cans to remove excess water and moisture before being wound into a large roll, which is typically referred to as the master roll.
Re-Winding and Slitting: Here the large master roll is slit to specified widths and rewound onto smaller rolls that can be easily shipped and converted into finished product, such as 100% HyDri® topsheet material.
What Are the Benefits of Using Purified Cotton in Processing?
As mentioned previously, our HyDri® Cotton is a hydrophobic, purified cotton fiber utilized in topsheet applications today. With consumers requiring hypoallergenic fabrics that are also more environmentally friendly—without sacrificing performance or comfort—Barnhardt Purified HyDri® Cotton is a natural evolution within the industry. The hydroentangling process has allowed us, with our customers, to continue pushing the envelope when it comes to creating purer options for these critical applications.